82mm Kurbelwelle Gehäuse ausfräsen
Hallo Schrauber, bin gerade dabei mir einen Motor für meinen treuen 1302 zu bauen.
Eckdaten:
Gehäuse AS41 noch von VW, KW von EMPI 82mm Hub, Pleuel Serie, Kolben 90,5 Mahle, 40 IDF Weber, Nockenwelle von ENGLE W125, Zylinderköpfe neue von Ahnendorp mit 39 und 35,5 Ventilen voll bearbeitet , 200 er - erleichtertes Schwungrad und HD Kupplung von CSP.
Habe jetzt meine KW ins Gehäuse geschraubt (mit den alten Kolben+ Zyl) und wie ich wußte muß man fräsen..... aber so viel ???. Habe von den Pleuel im Bereich der Schraube was abgeschrägt. Vom Gehäuse am Dichtungsrand / Blockhälfte, dann an der Zylinderbohrung (96) für die Kolben, dort ca 1cm breit und 5mm tief, dann noch weil der Pleuelrücken an der Zylinderbohrung (alles von innen gesehen) schleift auch noch mal ca 4 mm. Sorge mache ich mir weil von innen ja ein gutes Stück der Verstebungen/ Verstärkungen mit weggefräst werden muß.
Denke das der Motor später so um die 6000 Umdrehungen machen wird.
Auch macht mich stutzig, das der Kolben jetzt im UT gegen die Wangen der Kurbelwelle kommt. Hoffe das es später mit den 90,5er Mahle Kolben für Langhubwellen anders ist.
Hat schon mal einer von euch sein Gehäuse im Laufbereich der Kurbelwelle selber ausgefräßt. muß man da echt so viel weg nehmen ?? Will mir nicht meinen Motor zerhauen wenn ich es erste mal auf der Bahn richtig Gas gebe. Wird das Gehäuse nicht instabiel ??
Das ist nicht mein erster Motor den ich baue, habe früher und heute vielen CIH Opelmotoren das Rennen beigebracht. Will jetzt bei meinem heißgeliebten Käferchen nichts falsch machen.
Danke für eure Hilfe
Micha
Beste Antwort im Thema
Zitat:
Original geschrieben von Leue66
@Rudi
D-Block?? AD meinst du?
Ist ein AS nicht auch so eines?Gruß
Jo.
Mein dicker Block ist/war ein 'D'.
Allerdings
meinalter 'D', der noch perfekt lief. Mein alter TÜV-Motor.🙂
😁
Mit M10 Stehbolzen,... Deutsch! Bj. etwa 1972. Der war viele Jahre sogar 'dicht'.🙂
Klar, Spindeln+ Bund ist natürlich Usus. Bund war auch schon 2/10tel schmaler gewesen.
Ansonsten aber noch nieee auseinander gewesen und bis zum Schluss einwandfrei gelaufen.
Genau diesen hatte ich geopfert, um minimal 5 Mal so viel Pferdchen dort reinzubauen.🙂😛😁
Danke hier nochmal an das Forum, insbesondere flatfour, der mich auf diese (verrückte?) Idee brachte. Ich hatte damals die Suchfunktion korrekt benutzt, so dass es leider keine 'Danke' Beiträge meinerseits an flatfour gibt. Aber er war es, der den Stein bei mir in's Rollen brachte.
Danke Dir nochmal. flatfour.🙂
326 Antworten
Zitat:
Original geschrieben von witt110
. Schaut euch mal seine Fräs-Drehbank an 😁
Was glaubst du wer der Erbe ist ?😉
Zitat:
Original geschrieben von Vari-Mann
Was glaubst du wer der Erbe ist ?😉Zitat:
Original geschrieben von witt110
. Schaut euch mal seine Fräs-Drehbank an 😁
Verstehe, du erbst und flatfour bekommt ne neue ??? Oder wie..... mmh will auch was neues zum fräsen. Habe mir die Drehbank damals nur gekauft um meine Getriebe- Kupplungswelle anzupassen 🙂 Mittlerweile kann ich mir gar nicht mehr vorstellen keine zu haben 🙂) . Dämnächst vielleicht auch brauchbar zum DrehFräsen *hihi*
Hier in diesem Forum sprüht es ja förmlich vor Ideen 😁😁😁
Leider unbezahlbare Werkzeuge.🙁
Ich bin nämlich zu Hause eigentlich auch recht gut ausgestattet, aber der Ausdreher mit Planvorschub fehlt mir auch. Wie auch sowieso ein grösserer Ausdreher. Alles scheinbar unbezahlbar.
Mit anderem Anzugsbolzen nimmt meine Fräse sogar SK40 Werkzeuge. Heisst aber nicht, dass ich da einen besonderen Vorteil hätte. Eher wird es wohl dann doch mal eine Planscheibe für die Drehmaschine werden, um Köppe auszudrehen.
Vorteil den ich allerdings habe: Meine Fräse kann ich schwenken. Z.B. um mich an jedes noch so schiefe Teil anzupassen.🙂



Beim rudi siehts aus wie bei Ahnendorp, nur etwas enger😁
Hätte ich auch gerne gehabt, aber zu schwer, hoch, breit oder zu alt( Backenfutter geschraubt, Gleitlager für die Welle) für'n Keller. Angeguckt hatte ich mir solche Dinger damals auch, aber bei annähernd 2Tonnen für eine Drehbank mit 250 x 700 da hörts auf.
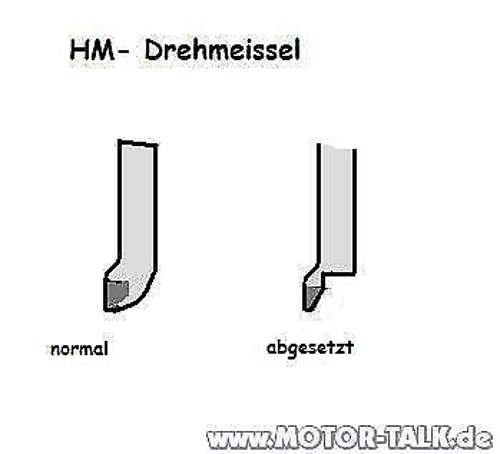
Aber so einen abgesetzten DM brauchste, sonst kannste nicht tiefer drehen; das Dingen sperrt oder dreht sich beim ersten Anlauf zum Planen auch aus der Mitte wenn du zuviel Vorschub willst. Bei dir dann eben aus der Aufnahme.
1/2U= 0,5mm , dann anlaufen lassen bis frei und wieder 1/2U, anlaufen lassen bis frei drehend ect.
Im Prinzip schon so wie du beschrieben hast, aber die serienmässige Abschrägung( abgeschnittener DM zum Innenausdrehen) machte mir immer zu schaffen. Klar, ich hätte mir auch noch Bohrstangen kaufen können........aber, kaufen kann jeder...😉
Der 1. Anlauf +Vorschub entscheidet über: schafft die das oder klemmt der im Anlauf schon und dreht den Bohraufsatz weg. Der ist ja nur geklemmt, daher ein starker Impuls und es könnte sein das du die Mitte neu suchen musst.
Die Maschinenleistung ist natürlich auch entscheidend.
Hört sich scheisse an, aber heute kein Problem mehr. Max. 1mm Planvorschub macht überhaupt keine Probs, nur es dauert eben. Wenn der Durchmesser passt und man zurück planen will dauert es etwa 5min bei 6,5mm breite. Brennräume plane ich mit festeingestellten DM und bewege nur den Kreuztisch. Das geht dagegen ruck-zuck.
Aber, seis drum, dafür kann man es so machen wie man will. 1/10mm mehr oder weniger,tiefer oder komplett anders-egal, es geht.
Ähnliche Themen
Ich hatte sogar schon mal die Lehrlinge gefragt, wie die das machen. Weil ich dachte, ich bin zu blöd. Die sagten aber auch, das würde nicht besonders gut gehen. Einen kleineren Durchmesser erstmal einstellen und den Tisch bewegen, das ist durchaus eine Alternative. Eventuell sogar mit einem Messerkopf-Eckfräser vorfräsen. Dann mit einem Plan-Einstecher (so könnte man den abgesetzten Meissel nennen) den Rand nacharbeiten, bzw. die Dichtfläche. Eventuell sogar ein bisschen tiefer, damit es ordentlich eben ist. Problem ist eben, wenn der Meissel zu breit ist, rubbelt es. Ist er zu schmal, gibt es zu viele Absätze. Von daher ist das Ausdrehen auf der Drehmaschine durchaus eine echte Alternative.
Meine 40er/48er Vergaser wollte ich ursprünglich auch auf der Fräse machen. Das ging scheisse, so dass ich dann die Drehmaschine nahm.
Ziel ist eben bei mir, das meisste auch zu Hause zu beherrschen, damit ich meine Cheffin nicht immer betteln muss.😎
Eine echte Alternative wäre mal, eine CNC-Fräse zu kaufen. Umständliche alte ausgeklapperte, aber für die Zwecke noch brauchbare gibt es ab 10k. Aber da braucht man bissel Platz und vor allem viel Strom, sowie einen Lehrgang, zur Bedienung der Maschine.😛
Weiteres Problem ist, das eine kleinere Reparatur erst ab 1000Euro los geht.
Das sind tolle Maschinen, könnt ihr dann nicht auch solche Ölpumpenumbauten machen für O-Ring:
Was stört dich am Papier ?
Die werden doch auch dicht.
Der 1600i hat doch welche mit O-Ring,kannst ja so eine bestellen wenn dir das lieber ist.
Papier ist auch dicht, richtig, aber so ein O-Ring ist schon was moderner ...
Ja, man kann sowas bestellen, ich hab sie ja sogar hier liegen, aber die passt nicht hinter meine 3-Bolzen Nockenwelle. Umbauen geht leider nicht, dann bleibt kein Material mehr übrig hinten an der Pumpe.
Gruß
Zitat:
Original geschrieben von Leue66
Das sind tolle Maschinen, könnt ihr dann nicht auch solche Ölpumpenumbauten machen für O-Ring:
Theoretisch ja.
Praktisch nein.
Das Problem ist der o-Ring und man kennt die genaue Einstech-Tiefe nicht.
Eine o-Ring Nut ist nicht von ohne. Es soll (10bar) dichten und der Deckel muss auch vollständig zu gehen. Da fällt mir dazu noch ein, dass das Achsial-Spiel der Räder dann auch theoretisch ganz weg ist. Wenn die Pumpe dann nicht komplett fest geht, wäre das ja erstmal 'pumpentuning', bis sich alles wieder eingelaufen hat.
Ich denke das dann bei diesen Pumpen die Zahnräder etwas kürzer sind.Laufspiel und dehnung müssen ja da sein.
Die Nut,wenn der o-Ring,sagen wir 3 mm im Durchmesser hat , dann mur sie etwa 2,5 mm tief sein dnn viel mehr als 0,5 mm stehen solche Dichtringe nicht raus.
Somit brauchst du nur einen Kugelfräser mit 3,2 mm der 2,5 tief fräst.
Zumindest würde ich in diesen Dimensionen versuchen wenn ich so einen Umbau vor hätte.
Vari-Mann
[Von daher ist das Ausdrehen auf der Drehmaschine durchaus eine echte Alternative.
Meine 40er/48er Vergaser wollte ich ursprünglich auch auf der Fräse machen. Das ging scheisse, so dass ich dann die Drehmaschine nahm.
Ziel ist eben bei mir, das meisste auch zu Hause zu beherrschen, damit ich meine Cheffin nicht immer betteln muss.😎
Ja genau, wenn man alles zu Hause machen kann ist das echt was wert. Immer dieses hin und her schicken , ewig warten und dann ist es doch nicht so wie man es sich vorgestellt hatte.
Mit den Jahren kann man sich ja immer was vom Weihnachtsgeld kaufen. Mache das seit Jahren schon, bis auf ne Fräse habe ich eigentlich alles.
Meinen Ausbohrkopf den ich mir bestellt hatte ist gekommen. Das heißt, ein Paket wo aber nicht dieser Bohrkopf sondern ein Schnellspann - Futter für den Drehmeißel drin war. *grr*.... wieder warten 🙁
Zumindest habe ich meinen Block zwischenzeitlich zusammen gebaut. Eine Seite hat 1,4mm Kolbenrückstand, die andere 1,2mm. (Das Gehäuse ist wohl auf einer Seite was tiefer gefräst worden 😁)
Wobei das echt nicht leicht zu messen ist, mit ner Digischieblehre mal 1,4 dann 1,45 ein drittes mal 1,36mm. Habe mir eine Halterung gebastelt, mit einer Bohrung so dass ich etwas außer mittig von der Kolbenmitte messen kann.
Habe mir 0,25er Unterleg - Scheinben bestellt, werde den KR auf 1,4 (+/-05)mm einstellen.
Mein eigentliches Ziel war ja 1,2mm KR. Traue mich aber nicht, da meine Nockenwelle wohl ca. ?11,28mm Hub hat.
Die Köpfe will ich soweit ausdrehen das ich ein Verd.verh von 9,8:1 habe.
Werde später mal ein paar Fotos reinstellen 😁 und berichten.
Den Kolbenrückstand kannst Du eigentlich nur genau mit einem Tiefenmessschieber genau ermitteln.
Guckst Du Hier ganz unten und auf der nächsten Seite
Dass die Lagergasse mal 2/10tel schief gespindelt wurde, das kann auch normal sein.😮😁😎
Über Weihnachten kommen die Scheiben ja nun auch nicht.
Also: alter Plan: drehe auf der Seite, wo 1,4 mm ist einfach unten was ab. (auf 1,2)
---> Traue Dich!
Ich habe einen Ventilhub von 14mm und geht auch.😛
Am OT sind beide Ventile etwa 4mm geöffnet. Das ist kaum die Brennraum-Tiefe.
Wieviel wurde denn bis jetzt untergelegt???
etwa gar nichts???
Dann hätte ja meine Rechnung in etwa gestimmt.
rudi1967 !!!
Du meinst also den KR auf 1,2mm einstellen ?. Bisher wurde nicht unterlegt. Wieviel Drehzahl fährst du den Max bei welcher Nockenwelle ??
Lg
Micha
Ich hatte beim Hochschalten eigentlich noch nie auf den DZM, oder Tacho geguckt. (keine Zeit dafür 😁)
6000U/Min ist meine Drehzahl, wo ich aufhöre.
Das ist etwas über 200km/h
Nockenwelle CB2246, die fast gleich ist, mit der W125.
10mm Nockenhub, bei 1,4er Kipphebeln=14mm mit Doppelfedern, leichten 71g Stösseln, aber haltbare CrMo Stangen. Das war mein Konzept und ist scheinbar aufgegangen. Nach meinen Messungen sind die einfach-SCAT Federn fast genau so straff, wie meine Doppelfedern. Von daher könnte man die Einfach Federn auch empfehlen.
Auch Tiffany fährt häufig über 6000U/min mit der engle W125.😉
Falls noch nicht geschehen: Mache einen Indizier-Stift an die Kupplung, dass man die nicht verdreht anbauen kann. Dann alles zum Ahnendorp Auftrag: alles einzeln und zusammen Wuchten. Passt das Schwungrad eigentlich schon? Ich hatte da erhebliche Probleme.
Grüsse.🙂